咨詢熱線15093265666
咨詢熱線15093265666


專注制造
多年暢銷我國
一百多個服務客戶
千萬家

在鑄鋼廠的生產過程中,型砂質量直接關系到鑄件表面光潔度、尺寸精度和成品率。因此,對制砂設備的要求較高——不僅要出砂粒度均勻、含粉量低,還需具備良好的耐磨性和耐高溫性能。液壓對輥制砂機因其獨特的低速擠壓破碎原理,成為鑄造用砂生產的理想選擇。

一、鑄鋼廠用砂對輥制砂機出料粒度(目數)解析
鑄造用砂通常以“目數”來衡量其粒徑大小。目數越大,顆粒越細;目數越小,顆粒越粗。根據鑄造工藝的不同,常用鑄造砂的目數范圍如下:
小型鑄件:70–140目(粒徑約106–212微米),要求表面光滑、減少砂眼;
中型鑄件(如發動機缸體、機床床身):40–70目(粒徑約212–425微米),兼顧透氣性與強度;
大型鑄件(如齒輪箱、重型底座):20–40目(粒徑約425–850微米),強調透氣性和退讓性。
液壓對輥制砂機通過調節輥縫,可精細控制出料粒度。在鑄造場景下,其成品砂粒徑通常穩定控制在 0.5–3mm(即約6–40目),若需更細砂(如40–70目),可通過配套篩分系統進一步分級。更重要的是,對輥破碎幾乎不產生過粉碎,成品砂含粉量通常低,遠優于錘式破碎機或立軸沖擊破,完全滿足鑄鋼對低粉、高純度砂的要求。

二、液壓對輥制砂機詳解
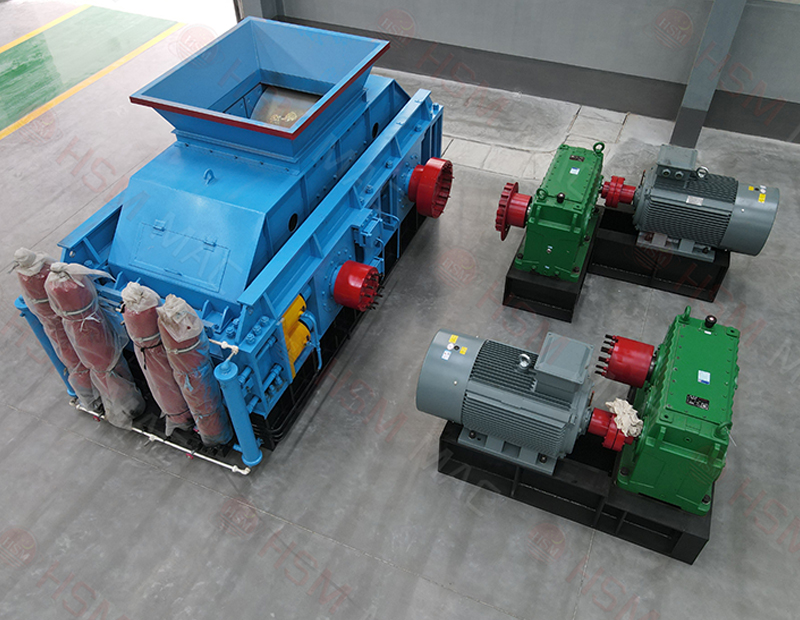
液壓對輥制砂機是一種采用雙輥低速擠壓原理的效率高的破碎設備,廣泛應用于機制砂、鑄造砂、冶金輔料等領域。其核心優勢在于“出料均勻、粉少、粒形好、能耗低、維護簡便”。
1. 工作原理
物料從頂部給料口進入破碎腔,在兩個相向旋轉的高強度輥子之間受到擠壓、剪切和研磨作用,被破碎成所需粒度的顆粒。輥縫可通過全液壓系統無級調節(通常范圍為3–20mm),從而精細控制出料粒度。當遇到不可破碎物(如鐵塊)時,液壓系統自動退讓,保護設備免受損傷。
2. 核心結構與材質
輥體:采用高鉻合金鑄鋼,硬度達HRC62以上,耐磨壽命長達2–3年;
機架:整體鑄鋼結構,剛性強,抗振動;
液壓系統:集成壓力傳感器與PLC控制,實現自動保壓、過載保護和間隙微調;
密封設計:全封閉結構配合除塵接口,有效控制粉塵外溢,符合綠色鑄造車間環保標準。

對于時產100噸的鑄鋼廠用砂需求,2PGY1200×1000 或 1510型液壓對輥制砂機是兼具產能、品質與經濟性的優選。它不僅解決了傳統制砂設備“粉多、粒不均、磨損快”的痛點,更以智能化、低維護、高可靠的特點,助力鑄造企業實現高質量、低成本、綠色化生產。
豫ICP備09007805號 網站關鍵詞:對輥破碎機 網站地圖

 立即咨詢
立即咨詢
免費定制方案 預約實地考察
掃碼咨詢